Best Valve Cement Bag Production Line for Cement Industry
In today’s rapidly evolving cement industry, packaging efficiency and durability are more critical than ever. As global demand for cement continues to rise, manufacturers seek advanced packaging solutions that preserve product quality while optimizing productivity. One of the most effective packaging systems gaining widespread recognition is the valve cement bag production line. Designed to meet the high-speed demands and rigorous quality standards of cement packaging, the automated production line is changing how cement bags are manufactured and filled.
Understanding Valve Cement Bags
Before diving into the features and advantages of a modern valve cement bag making machine, it’s essential to understand what valve bags are and why they are preferred in the cement industry. Valve bags are a type of industrial paper bag designed with a self-closing valve. Once filled, the internal pressure of the cement causes the valve to shut, effectively sealing the bag without the need for additional closing equipment.
This design minimizes dust during filling and transportation, improves stacking and storage, and ensures product integrity during long-distance shipping. These benefits make valve bags the preferred packaging method for cement manufacturers worldwide.
The Core Components of a Valve Cement Bag Production Line
An efficient valve cement bag production line typically comprises the following key components:
1. Paper Roll Unwinding Section: This section feeds Kraft paper rolls—usually two to four plies—into the system. Precision tension control ensures consistent paper feeding, which is crucial for producing high-quality bags. High-speed paper unwinding machines are designed to support continuous operation, reducing downtime.
2. Printing Section: For branding and regulatory compliance, cement bags often include printed information such as company logos, usage instructions, and batch numbers. The flexographic printing unit is integrated into the line to enable high-resolution, multi-color printing at high speeds. Automatic registration control systems ensure precise alignment of printed content across bag layers.
3. Side Gluing and Tube Forming Section: The glued layers are folded and formed into a tubular shape. A high-precision tube forming machine ensures tight and uniform sealing. Advanced lines use servo-driven systems for better accuracy and minimal waste, which is especially important for high-volume cement bag production.
4. Bottom Pasting and Valve Forming Unit: This is the most distinctive part of the valve bag. Machines like the valve bottomer automatically fold and paste the bottom of the bag while simultaneously forming the valve section. The result is a sturdy, self-sealing valve kraft paper bag tailored for cement filling machines.
5. Counting and Stacking Section: Finished bags are automatically counted, stacked, and bundled for easy transfer to storage or transportation. Modern lines feature robotic stacking systems to reduce manual labor and speed up packaging logistics.
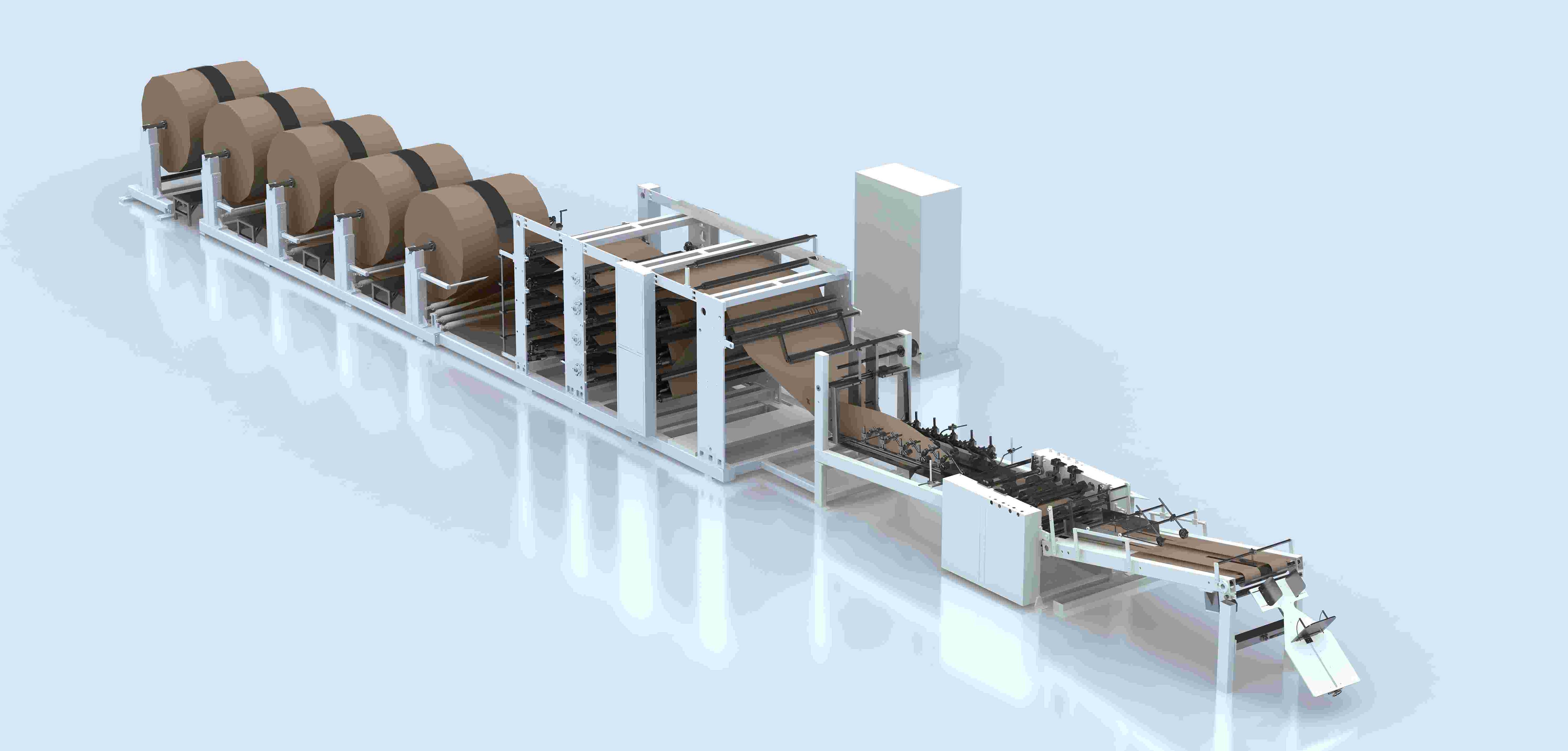
Valve Cement Bag Tubber Machine
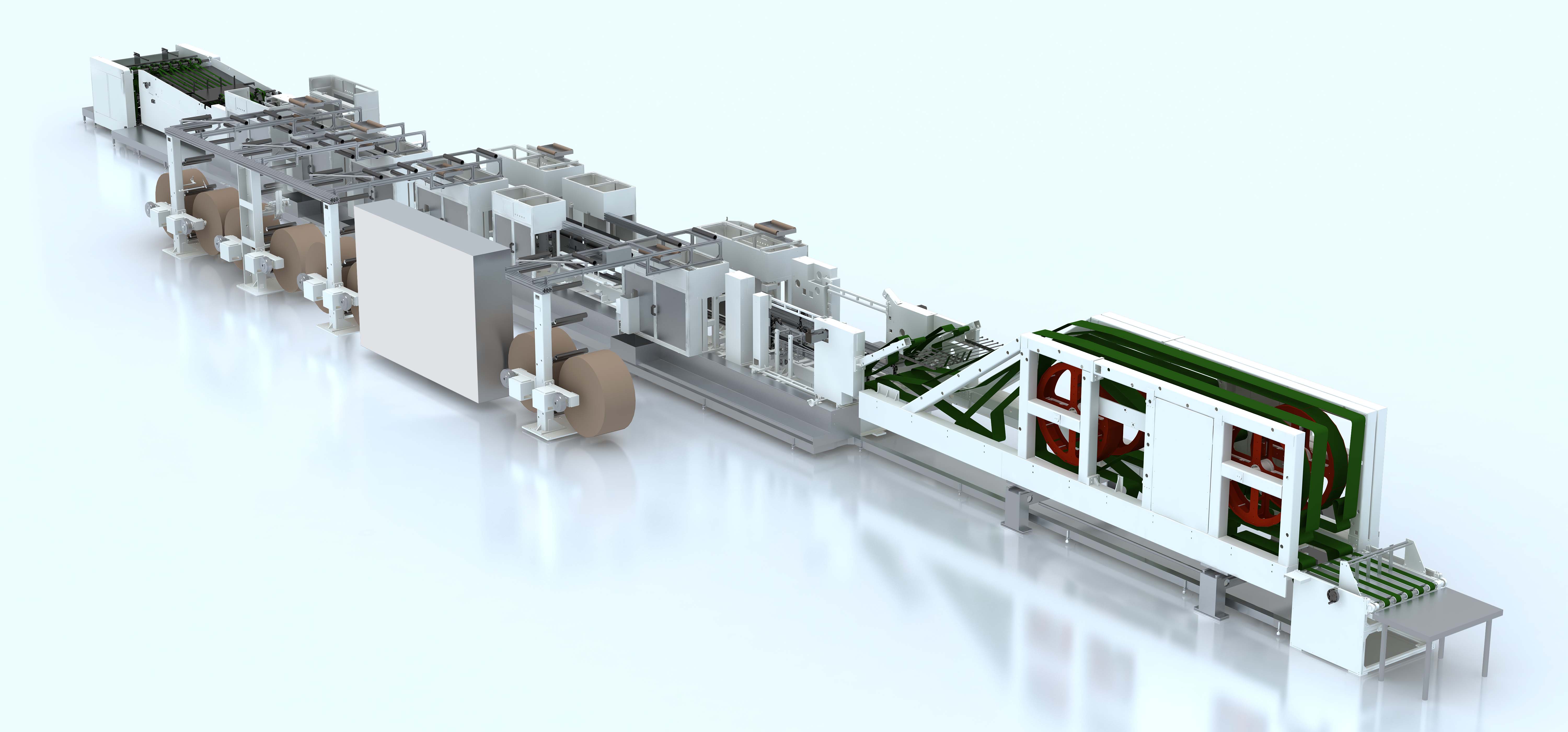
High Speed Valve Cement Bag Bottomer Machine
Advantages of Using a Valve Cement Bag Production Line
1. High-Speed and High-Volume Output: One of the greatest advantages of a fully automatic valve cement bag making machine is its ability to produce up to 120 bags per minute, depending on configuration. This level of output supports the massive packaging demands of cement plants, especially in peak construction seasons.
2. Enhanced Bag Strength and Durability: Thanks to the use of multi-layer kraft paper and precision bottom pasting, the bags produced are highly resistant to bursting or tearing during transportation. This durability reduces material loss and customer complaints, enhancing brand reputation.
3. Customization and Branding: With integrated printing units, manufacturers can tailor the appearance of the bags to suit marketing needs. This customization extends to bag dimensions, valve type (internal or external), and even moisture-resistant coatings, which are crucial for certain climates or storage conditions.
4. Reduced Dust Emission: Valve bags significantly minimize dust generation during the filling process. This not only improves workplace safety and cleanliness but also complies with increasingly stringent environmental regulations.
5. Automation and Labor Efficiency: The integration of PLC-based controls, touch-screen HMI panels, and remote monitoring systems means fewer operators are needed on the production floor. The reduction in manual labor helps cut costs and reduces the risk of operational errors.
Application in the Cement Industry
The valve cement bag production line is widely used by both large-scale cement manufacturers and cement bag factories supplying multiple brands. Its modular design makes it adaptable for different production scales, from regional producers to international suppliers.
Some common application scenarios include:
● On-site cement packaging units within large cement plants
● Third-party paper bag manufacturers that supply custom-printed cement bags to various companies
● Export-oriented cement companies require strong, moisture-proof bags for overseas shipping
Choosing the Right Manufacturer
When investing in a valve cement bag production line, selecting a reliable manufacturer is critical. Look for suppliers with:
● Proven expertise in industrial bag-making machinery
● Strong after-sales support and training
● Access to spare parts and quick-response service
● Customization options for different bag designs and material types
China, Germany, and India are currently leading producers of cement bag machinery, with companies like Tecon offering state-of-the-art solutions tailored to the needs of the cement industry.
FAQ: Valve Cement Bag Production Line
1. What is a valve cement bag production line?
A valve cement bag production line is an integrated manufacturing system designed to produce valve-type kraft paper bags specifically used for cement packaging. It includes processes like paper unwinding, printing, tube forming, valve bottom pasting, and final stacking.
2. What are the benefits of valve bags in the cement industry?
Valve bags offer self-sealing features, superior durability, dust reduction during filling, and enhanced stackability. These characteristics make them ideal for industrial cement packaging and transportation.
3. What materials are used in valve cement bags?
Typically, valve cement bags are made from 2–4 layers of kraft paper, sometimes with an optional PE lining for moisture resistance. These materials provide strength and flexibility for heavy-duty packaging.
4. How many bags can a valve cement bag making machine produce per minute?
Modern fully automatic valve cement bag making machines can produce anywhere between 60 to 120 bags per minute, depending on the model, configuration, and paper type.
5. Can the production line be customized for different bag sizes or designs?
Yes. Leading manufacturers offer customization options for bag dimensions, valve types (internal/external), printed graphics, and even material choices, such as moisture-resistant kraft paper or biodegradable options.
6. Is the valve bag production line suitable for small-scale cement plants?
While these production lines are typically used in high-volume operations, semi-automatic or modular systems are available that suit small to medium-sized cement factories or paper bag manufacturers.
7. How does the valve close during filling?
The bag’s valve is designed to close automatically due to the internal pressure created during the filling process. Some systems also use heat sealing or ultrasonic sealing for extra closure in moist environments.
8. What is the lifespan or maintenance cycle of a valve bag production line?
With regular maintenance, quality production lines can last 10–15 years. Most systems include PLC-based diagnostic tools and easy-access components to facilitate routine service and reduce downtime.
9. Are there eco-friendly options available in valve cement bag production?
Yes. Many manufacturers now offer recyclable paper, bio-based adhesives, and energy-efficient components as part of their commitment to sustainable manufacturing practices.
10. Which industries other than cement use valve bags?
Valve bags are also used in industries such as chemicals, construction materials (like lime and gypsum), fertilizers, and even food-grade powders—anywhere where fine powder packaging is required.
Conclusion
A high-performance valve cement bag production line is no longer a luxury but a necessity for modern cement manufacturers aiming for operational efficiency, environmental compliance, and strong brand presentation. From improved dust control to enhanced bag strength and full automation, the advantages are clear. For businesses looking to scale up their packaging capabilities or enter new markets with premium-quality packaging, investing in an advanced valve paper bag making machine is a strategic move.
Tecon tuber and bottomer machines are integral to modern valve bag manufacturing processes. With our advanced automation features, high production speeds, and flexibility in handling various materials and designs, these machines provide manufacturers with the tools necessary to meet growing market demands efficiently. Investing in Tecon tuber and bottomer machines not only enhances production capabilities but also ensures high-quality output that meets industry standards. Feel free to contact us for a valve cement bag making solution.